EV Präzisionsstanztechnik: Lösungen für Temperaturanstieg und Isolierung in Hochstromkomponenten

1. Einleitung: Ein Wandel im Fertigungsdenken bei gestanzten Bauteilen für Elektrofahrzeuge
Mit dem Übergang von Elektrofahrzeugen zu Hochvoltarchitekturen sind Hochvolt-Stromschienen nicht mehr nur leitfähige Metallplatten, sondern kritische Systemmodule, die Energieübertragung, extreme Wärmeableitung und elektrische Sicherheit integrieren. Diese Entwicklung hat die Stanzindustrie von der traditionellen Komponentenfertigung hin zur fortschrittlichen Systemintegration geführt. Große Lieferketten suchen nun nach strategischen Technologiepartnern, die den Temperaturanstieg präzise kontrollieren und gleichzeitig eine risikofreie Isolationsleistung gewährleisten können.
2. Kernproduktlösungen: Gewährleistung einer stabilen Energieübertragung in Hochspannungssystemen
-
Leistungsbatterie-Anschlussmodule: Kompatibilität mit Laserschweißverfahren und Kontrolle der Oberflächenebenheit
Technischer Schwerpunkt: Hochpräzise Nivellierungstechnologie und minimale Gratbildung beim Stanzen.
Wichtigste Herausforderung gelöst: Für die Stromschienen zur Verbindung von Batteriemodulen gewährleisten wir perfekt ebene und präzise ausgerichtete Komponenten. Dies ermöglicht die nahtlose Integration in die automatisierten Laserschweißprozesse unserer Kunden, verhindert Schweißfehler durch zu große Materialspalte und sichert niederohmige Verbindungen im gesamten Batteriepack. -
Strukturelle Verstärkung des Akkupacks: Umformung und Montagetoleranzkontrolle von hochfestem Stahl
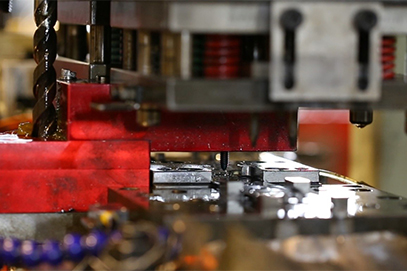
Technischer Schwerpunkt: Stabile Umformung durch den Einsatz von Stanzmaschinen mit hoher Tonnage (160T) und präziser Mehrloch-Layoutsteuerung.
Wichtigste Herausforderung gelöst: Für die Stütz- und Schutzrahmen in Fahrzeugbatterien verarbeiten wir dicke, hochfeste Stahlmaterialien. Durch strenge Toleranzvorgaben behalten die Komponenten auch bei starken Fahrzeugvibrationen ihre strukturelle Stabilität und gewährleisten gleichzeitig eine hervorragende Montagekompatibilität sowie eine verbesserte Integrationseffizienz der Batterie. -
Hochspannungsverteilungs- und Schnellladekomponenten: Lösungen zur Herstellung dicker Kupferleiter und zur Reduzierung der Temperaturerhöhung
Technischer Schwerpunkt: Präzisionsbiegen von dickem Kupfer (C1100) und optimierte Schnittquerschnittsqualität.
Wichtigste Herausforderung gelöst: Für Ladestationen und On-Board-PDU-Verteilerkästen liefern wir Kupferkomponenten mit einer Dicke von über 3,0 mm. Durch die Optimierung der Schnittflächenqualität reduzieren wir den thermischen Kontaktwiderstand und beheben Probleme mit Temperaturanstiegen beim Schnellladen mit hohen Strömen, wodurch eine sichere Energieübertragung gewährleistet wird. -
Hochspannungsisolationsschutzkomponenten: Gleichmäßige Beschichtungskontrolle und Hochspannungsfestigkeit
Technischer Schwerpunkt: Pulverbeschichtungstechnologie in Elektronikqualität und Kantenschutztechnologie.
Wichtigste Herausforderung gelöst: Wir bieten hochzuverlässige Isolationslösungen als Alternative zu Schrumpfschläuchen für Hochspannungsübertragungskomponenten. Eine gleichmäßige Beschichtungsdicke wird selbst an Kanten und scharfen Ecken gewährleistet. Dadurch können die Komponenten Spannungen über 2500 V ohne Durchschlag standhalten, während gleichzeitig die Isolationssicherheitsabstände auf engstem Raum optimiert werden. -
Ladeschnittstelle und Kontaktkomponenten: Ermüdungsbeständige elastische Steuerung und witterungsbeständige Oberflächenbehandlung
Technischer Schwerpunkt: Kupferlegierungsformung und Management von hochleitfähigen, verschleißfesten Beschichtungen.
Wichtigste Herausforderung gelöst: Wir liefern leitfähige Kontaktkomponenten, die für dauerhafte Einstecksicherheit ausgelegt sind. Dank präziser Rückstellkontrolle beim Biegen behalten die Bauteile auch nach Tausenden von Lade- und Entladezyklen einen stabilen Kontaktdruck und sind gleichzeitig korrosionsbeständig gegenüber rauen Umgebungsbedingungen.
3. Technische FAQ für Experten
Frage 1: Wie kann die Ausbeute beim automatisierten Laserschweißen von Hochstrom-Stromschienen sichergestellt werden?
Das Laserschweißen ist stark von einem spaltfreien Kontakt der Bauteile abhängig. Durch präzise Richttechnik bauen wir innere Materialspannungen ab und kontrollieren die geometrische Planheit während des Stanzprozesses streng. Dadurch werden Verformungsspalte bei der Montage vermieden, die Ausbeute beim ersten Schweißdurchgang im automatisierten Verfahren verbessert und lokalisierte Widerstandsspitzen aufgrund unvollständiger Schweißung verhindert.
Frage 2: Warum können Grate an den Kanten von Hochspannungsbauteilen die Systemsicherheit gefährden?
In Hochspannungsumgebungen können scharfe Grate Koronaentladungen auslösen und sogar die Isolierschichten durchdringen, was zu katastrophalen Kurzschlüssen führen kann. Durch präzise Schnittkontrolle und sekundäre Entgratungsprozesse gewährleisten wir glatte und abgerundete Kanten. Dies verbessert nicht nur die Haftung der Pulverbeschichtung, sondern ist auch entscheidend für das Bestehen von Hochspannungsprüfungen über 2500 V.
Frage 3: Warum ist ein „Scherflächenverhältnis von über 80 %“ ein wichtiger Indikator für die Reduzierung des Temperaturanstiegs?
Je weniger Bruchflächen Stanzteile aufweisen, desto glatter wird der Querschnitt. Dies maximiert die physikalische Kontaktfläche und reduziert effektiv den thermischen Kontaktwiderstand. Für Hochstromanwendungen wie KI-Server und Schnellladestationen für Elektrofahrzeuge bietet dies eine direkte und effektive Lösung zur Temperaturkontrolle und gewährleistet einen stabilen Betrieb bei niedrigen Temperaturen auch unter hoher Belastung.
Frage 4: Wie verbessert das Tiefziehen die EMI-Abschirmleistung?
Durch mehrstufiges Tiefziehen entsteht ein nahtloses, integriertes Gehäuse, das die bei mehrteiligen Schweißkonstruktionen häufig auftretenden Mikrospalte eliminiert. Diese strukturelle Integrität erfüllt nicht nur die strengen EMV-Normen der Automobilindustrie, sondern bietet auch hervorragende mechanische Stabilität und Dichtungsschutz.
Frage 5: Wie lässt sich die Rückfederung beim Stanzen von hochfesten Stahlbauteilen präzise steuern?
Wir kombinieren CAE-Formsimulationsanalysen mit der Berechnung der Rückfederung im Voraus und integrieren Spannungskompensations- und mehrstufige Puffertechniken in die Formkonstruktion. Dadurch werden die Rückfederungseigenschaften hochfester Werkstoffe kompensiert und die Dimensionsstabilität in der Serienproduktion bei gleichzeitig hohem Cpk-Wert (> 1,33) gewährleistet.
Frage 6: Welche Vorteile bietet eine integrierte Oberflächenbehandlung hinsichtlich der Witterungsbeständigkeit?
Fahrzeugumgebungen sind ständigen Vibrationen und hoher Luftfeuchtigkeit ausgesetzt. Durch die Integration des Stanzprozesses mit einer Isolierbeschichtung in Elektronikqualität innerhalb desselben Qualitätssystems stellen wir sicher, dass die Komponenten strenge Salzsprühtests und zyklische Alterungstests bestehen und eine langfristige chemische Stabilität aufweisen.
Frage 7: Warum ist die Druckmessung im Die die letzte Sicherheitsmaßnahme für eine fehlerfreie Fertigung?
Diese Technologie ist zentraler Bestandteil unseres Qualitätskontrollsystems. Durch die Echtzeit-Erkennung von anormalem Stanzdruck und den automatischen Maschinenstopp erkennen wir proaktiv Mikrofehler, die durch Materialabweichungen oder Werkzeugverschleiß entstehen. So verhindern wir, dass diese in die automatisierte Montagelinie des Kunden gelangen und erfüllen unser Qualitätsversprechen.
4. Fazit: Bereitstellung professioneller Systemlösungen zur Schaffung gegenseitigen Mehrwerts
Wir werden auch weiterhin Produktionskonfigurationen und technischen Support optimieren, um unseren Kunden eine stabilere und zukunftsorientierte technologische Zusammenarbeit zu bieten und so sicherzustellen, dass jedes Projekt effizient und erfolgreich durchgeführt werden kann.